

Have you ever looked at an injection-molded product and seen a flaw that spoils its perfection? Seriously, it happens to everyone, even the most experienced among us.
I look at improving mold design to lessen flaws in injection molded items. Adjusting process settings is also important. High-quality raw materials help a lot. These steps are really key. They are key to reduce flash, shrinkage, weld marks, flow marks and silver streaks.
I remember the first time I found a big problem with defects. It was a real eye-opener. Mold design needs great care. Every little detail matters. The space between mold parts should be very precise. Tuning injection settings is like tuning a musical instrument. It takes patience and care to get it just right.
Material selection comes next. Picking good materials is like choosing ingredients for cooking. Quality materials lead to a perfect result. This blend of skill and focus turns something ordinary into something special.
Optimizing mold design reduces weld marks.True
Proper mold design ensures even material flow, minimizing weld marks.
High-quality raw materials increase shrinkage.False
High-quality materials reduce defects like shrinkage, not increase them.
How Can Mold Design Help Minimize Flash?
Flash in mold design annoys like discovering dog hair in your morning coffee. Do not worry! We explore ways to handle this pesky issue and produce cleaner, more effective products.
Good mold design reduces flash by keeping parting surfaces precise. Uniform gaps in inserts help a lot. Setting the right injection molding parameters is essential, too. These steps really improve product quality. They also cut down waste. Less waste is important.

The Importance of Precise Parting Surfaces
When I began working in mold design1, I quickly saw the importance of precise parting surfaces. Picture a puzzle that doesn’t fit well. That’s how it feels when the mold’s parting surfaces aren’t correct. Keeping a surface roughness below Ra0.8μm stops unwanted material – called flash – from escaping and ruining the final product.
| Surface Roughness | Standard for Flash Reduction |
|---|---|
| Below Ra0.8μm | Highly Recommended |
Flash is annoying. It ruins the final product.
Uniform Gaps in Mold Inserts
Another early lesson was about uniform gaps in mold inserts. It’s like baking cookies to the same size. Consistency matters. For thermoplastics, having a gap between 0.03-0.05mm keeps things tight.
| Material Type | Optimal Gap Range |
|---|---|
| Thermoplastics | 0.03-0.05mm |
This precision reduces the risk of flash.
Adjusting Injection Molding Parameters
Adjusting injection molding parameters fascinated me. It’s like tuning a guitar perfectly.
By starting with high injection pressure and slowly lowering it by 5-10MPa helps find the right balance.
| Parameter | Initial Setting | Adjustment Guide |
|---|---|---|
| Injection Pressure | High | Reduce by 5-10MPa |
It fills the product nicely without extra bits, making it a balancing act.
Using CAD Tools for Design Optimization
CAD tools2 changed everything for me. They let us simulate and refine mold designs before real production, much like a dress rehearsal where you can spot potential problems such as uneven gaps or misaligned parting surfaces and fix them before the final show.
Case Study: Success with Optimized Mold Design
Let me share a story about a mid-sized company making plastic parts for electronics. They optimized their mold design, achieving precise parting surfaces and uniform gaps, which greatly reduced flash and improved their production efficiency.
Their success showed how crucial these optimizations are.
integrating these practices means mold designers really reduce flash, resulting in better product quality and less waste—an approach that aligns with sustainable manufacturing goals, something I feel deeply passionate about.
Surface roughness below Ra0.8μm prevents flash.True
A smoother surface minimizes excess material seepage, preventing flash.
CAD tools can't identify uneven gaps in mold design.False
CAD tools simulate designs to spot issues like uneven gaps before production.
How Does Process Optimization Help Reduce Shrinkage?
Ever thought about changing your methods to save money and better the quality?
Process optimization is crucial for reducing shrinkage. It involves adjusting mold designs, changing injection parameters and improving product structures. These changes lead to efficient material use. Defects like flash and sink marks become less frequent. Overall production quality really improves.

Improving Mold Design
A key lesson taught me the value of fixing mold design. By getting the mold parting surface right, we drastically cut down on flash and overflow3, which used to waste material. This meant keeping surfaces flat and controlling roughness to below Ra0.8μm. Mold inserts with even gaps – usually 0.03-0.05mm for thermoplastics – helped improve product precision.
Adjusting Injection Molding Settings
Fine-tuning injection molding settings was a real discovery. Carefully changing the injection pressure and clamping force helped us avoid sink marks. I remember one case where a 100MPa pressure caused flash; we made small adjustments until we got it right. This trial-and-error method filled the product perfectly.
Improving Product Design
Product design was another focus to cut shrinkage. Keeping wall thickness even was important, especially where changes were needed, like near ribs. We used a gradual transition over 3-5mm, which really stopped sink marks4 and improved product quality.
Real Life Uses
These strategies are useful, not just ideas. Using them helped us cut shrinkage, leading to fewer defects and better material use. It feels very satisfying to see these improvements increase profit and sustainability during production.
| Aspect | Optimization Strategy | Example Parameter |
|---|---|---|
| Mold Design | Control surface roughness below Ra0.8μm | Thermoplastic gap: 0.03mm |
| Injection Pressure | Reduce by 5-10MPa if flashing occurs | Initial: 100MPa |
| Product Wall Thickness | Design gradual transition for ribs | Transition length: 3-5mm |
By implementing these strategies, businesses can effectively reduce shrinkage5, resulting in fewer defects and improved material efficiency, thereby boosting profitability and sustainability in production processes.
Uniform mold gap enhances product precision.True
Uniform mold gaps, 0.03-0.05mm for thermoplastics, improve precision.
Reducing injection pressure prevents sink marks.False
Reducing pressure can prevent flash, not sink marks, which need design changes.
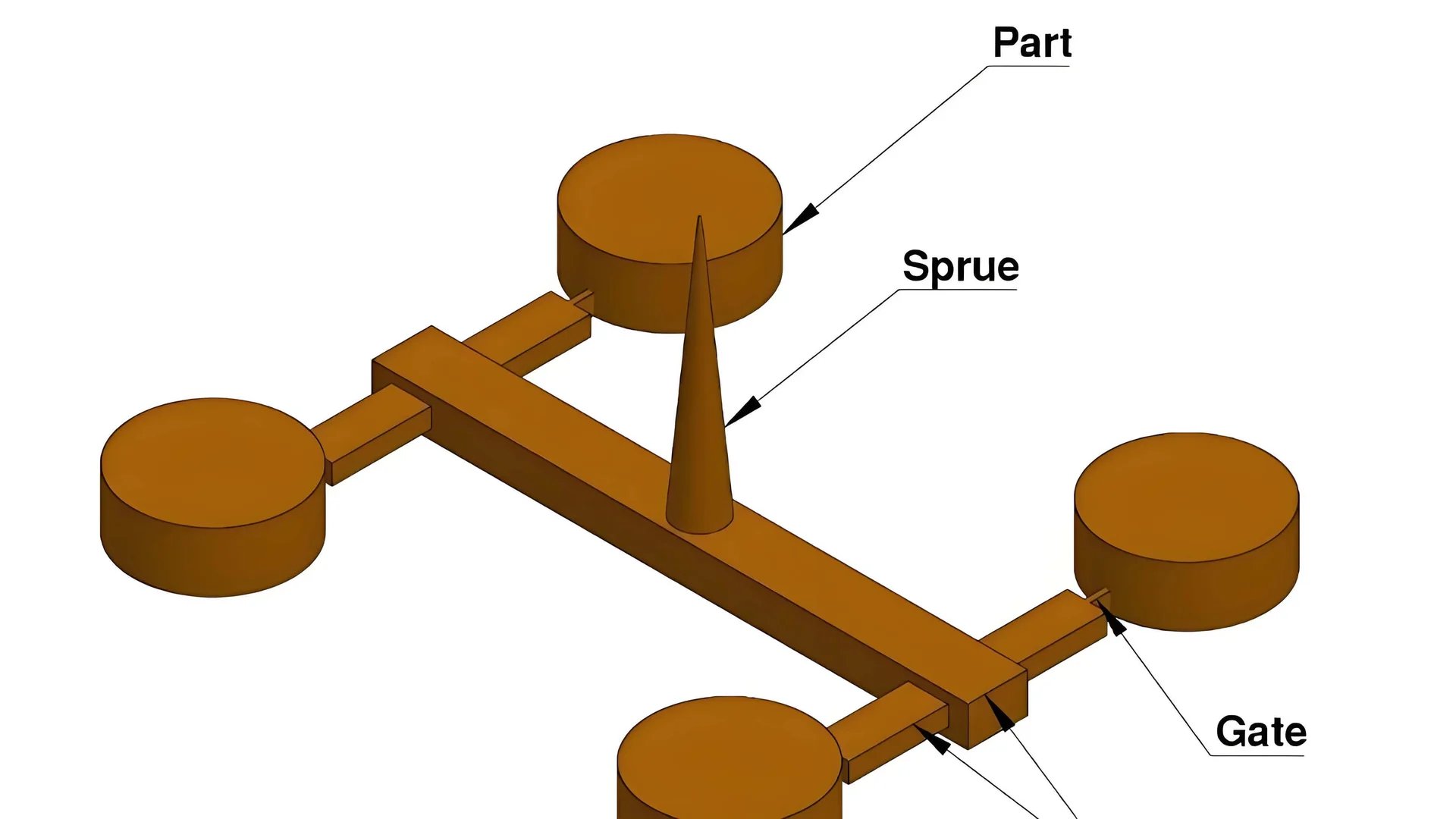
Why Is Gate Position Important for Eliminating Weld Marks?
Some molded parts look perfect, while others have those irritating lines. The gate position matters!
Gate position holds great importance in injection molding. It guarantees a steady flow of plastic melt. This steady flow reduces weld marks. Very smooth material conditions are critical. These conditions lead to parts without defects.
Understanding Weld Marks in Injection Molding
Weld marks, also known as weld lines or knit lines, occur when two or more flow fronts meet and solidify before fully melding. This can cause weak spots and visible lines on the molded part. The gate position is crucial because it dictates the flow path and speed of the molten plastic.
Gate Positioning Strategies
-
Centralized Gate Positioning: Placing gates centrally allows the material to flow evenly, reducing the distance each flow front travels before meeting. For instance, in a box-shaped product, a center gate ensures symmetrical flow.
-
Multiple Gates: Using multiple gates can help distribute the flow more evenly, although this approach requires careful balancing to avoid creating new weld lines.
-
Optimizing Mold Design: The design of the mold and gate6 system should aim to minimize weld marks by allowing the material to meet under optimal conditions—high temperature and speed.
| Mold Feature | Impact on Weld Marks |
|---|---|
| Central Gate | Reduces weld lines |
| Cold Well | Collects cooler melt |
Injection Molding Parameters
Adjusting parameters like melt temperature and injection speed can significantly affect weld marks:
- Increased Melt Temperature: Enhances fluidity, allowing molecular chains to better fuse.
- Increased Injection Speed: Ensures faster filling and reduces cooling time before convergence.
For instance, increasing the melt temperature for polypropylene (PP) materials from 190-220°C to 200-230°C can reduce weld marks.
Practical Implementation Examples
In practical terms, say you’re designing a consumer electronics casing7, placing gates in areas of uniform wall thickness can help maintain strength and aesthetic quality. Similarly, adding cold wells at flow convergences can trap cooler, less fluid material, preventing it from affecting the final product’s surface quality.
By adjusting these factors, designers like Jacky in Canada can achieve high-quality products that meet both functional and aesthetic needs without compromising on production efficiency or cost-effectiveness.
Centralized gate positioning reduces weld marks.True
Central placement allows even material flow, minimizing weld lines.
Multiple gates always eliminate weld marks.False
Multiple gates can create new weld lines if not balanced properly.
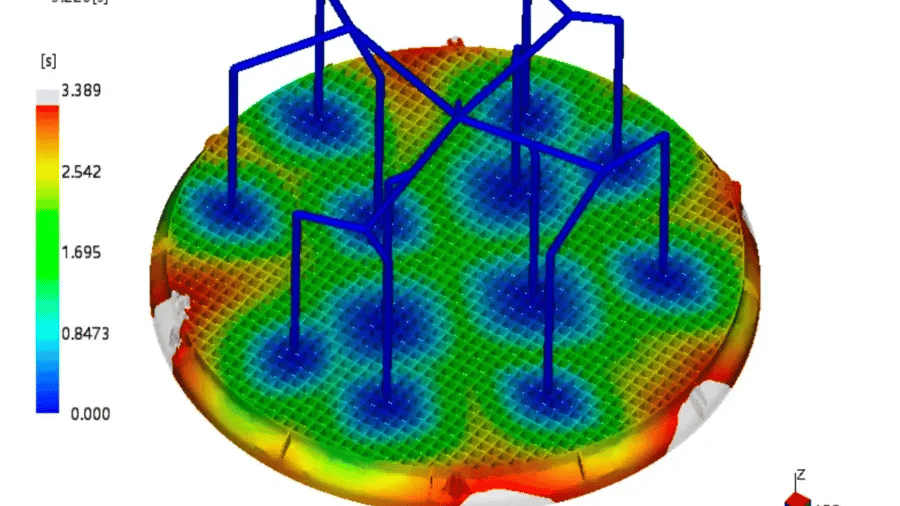
How Does Runner Design Affect Flow Marks?
Have you ever thought about why those annoying flow marks appear on your injection-molded parts? The key is the runner design. Correct runner design probably changes everything.
Runner design affects flow marks by controlling how smoothly the melt moves through the mold. A carefully planned runner system encourages smooth flow. This reduces the appearance of flow marks on the final products.
The Role of Runner Surface Quality
Runners are like highways for hot materials. If they are rough and bumpy, the ride becomes rough, leading to ugly flow marks. A smooth runner surface means less resistance. It lets the material move easily, like driving on a new road. It feels smooth.
| Table: Runner Surface Roughness vs. Flow Marks | Surface Roughness | Flow Mark Severity |
|---|---|---|
| Ra0.8μm | High | |
| Ra0.4μm | Low |
Optimizing Runner Dimensions
I once wore wrong-sized shoes for a marathon. It taught me how vital size and fit are. Runners must also be just right. If too small, pressure problems arise; if too big, you waste resources.
Larger and more appropriately sized runners facilitate consistent melt pressure and flow, thereby reducing surface defects8.
Gate Position and Design
Picking the right gate position is like planting in the perfect garden spot. It needs to be just right to grow well. A well-placed gate allows smooth flow and less turbulence.
Using a pin-point gate9 with optimal dimensions can enhance this effect.
Effect of Injection Speed and Temperature
Changing injection speed and temperature is like cooking. Too fast or too slow might spoil the dish. Finding the perfect balance makes the melt flow smoothly.
For example, adjusting ABS material settings from 30-50mm/s to 40-60mm/s can improve results by enhancing fluidity and reducing potential flow marks on the surface.
Strategies for Runner Optimization
Bringing these ideas together helps minimize flow marks. I have spent many hours with CAD software, creating different designs—it feels like an artist perfecting their work.
When everything connects perfectly, it feels really satisfying—like seeing a puzzle piece fit.
To achieve optimal results, consider implementing a comprehensive strategy involving runner design improvements alongside process parameter adjustments using tools like CAD software to visualize and test different designs for minimizing flow marks10.
Smoother runners reduce flow marks.True
A smoother runner surface decreases resistance, allowing uniform melt flow.
Larger runners increase surface defects.False
Larger runners facilitate consistent pressure, reducing surface defects.
How Can I Prevent Silver Streaks in Injection Molding?
I still recall the irritation of handling silver streaks on plastic items. These marks spoil the quality and lower customer trust. No one likes them. But don’t worry, there’s hope!
Drying plastic materials really helps in preventing silver streaks in injection molding. Mold designs need adjustments for the best results. Careful adjustment of injection settings is essential to stop gas buildup and overheating.

The Role of Raw Material Preparation
When I entered the injection molding field, I quickly discovered that drying plastic materials is very important. One unforgettable moment involved using PA (polyamide). I spent hours changing settings, only to find out that not drying it enough caused annoying silver marks. Now, PA always dries at 80-100°C for 4-8 hours. The moisture must be less than 0.1%. This simple step has prevented many problems for me.
| Material | Drying Temperature (°C) | Drying Time (hours) |
|---|---|---|
| PA | 80-100 | 4-8 |
Adjusting Injection Molding Settings
Changing injection settings was another tough lesson. Once, I struggled with too much heat at the back of the barrel. This caused unwanted gases. Nowadays, I control screw speed to stop excess plastic cutting. Usually, it stays between 30-60 r/min. The right speed is key, like the beat in a song.
Important Mold Design Tips
Designing molds perfectly changed my approach to reducing defects. Careful processing of the dividing surface is a priority for me. It must have a roughness under Ra0.8μm. This care guarantees that gaps align well with material features.
| Design Aspect | Recommended Standard |
|---|---|
| Surface Roughness | Below Ra0.8μm |
Including these steps in daily work has really improved product quality and looks. If you experience similar issues, consider looking into more information about perfecting mold design11 and modifying molding settings12 to better your skills. Whether you’re experienced or just starting like I once did, there’s always room to grow and learn more.
PA must be dried at 80-100°C for 4-8 hours.True
Drying PA at this range reduces moisture, preventing silver streaks.
Screw speeds should exceed 60 r/min to prevent defects.False
Excessive screw speed can increase shearing, causing defects.
Conclusion
This article discusses effective strategies to minimize defects in injection molded products, focusing on mold design, material selection, and process optimization to enhance product quality and reduce waste.
-
Discover why achieving a precise parting surface is crucial in preventing flash during injection molding. ↩
-
Explore top CAD software options that assist in optimizing mold designs to prevent flash and improve product quality. ↩
-
Learn how precise mold design prevents material overflow and enhances production quality. ↩
-
Discover strategies to ensure wall thickness uniformity and prevent sink marks. ↩
-
Explore comprehensive methods to minimize material waste and boost efficiency. ↩
-
Exploring gate design principles helps optimize mold efficiency and reduce defects like weld marks. ↩
-
Learning about gate positioning for electronics enhances product quality and durability. ↩
-
Discovering ideal runner dimensions aids in achieving uniform melt pressure, reducing surface defects. ↩
-
Pin-point gates ensure even melt distribution, minimizing turbulence and flow marks. ↩
-
Exploring runner optimization strategies can significantly reduce flow marks in molded products. ↩
-
Learn advanced strategies for enhancing mold design, crucial for reducing defects like silver streaks. ↩
-
Discover detailed guidelines on optimizing molding parameters to improve product quality. ↩




