You ever get to that point in a design where you need to get something actually made, not just a prototype, but, like, the real deal?
Yeah.
Well, if injection molding is the plan, then wall thickness is about to become your best friend and your biggest headache.
Right.
So we're diving into this article called what is the maximum wall thickness allowed for injection molding? To help kind of navigate all those decisions that make the difference between a good design and one that can actually be, you know, manufactured? Yeah.
It's interesting because a lot of people get hung up on that maximum. Like, it's a hard stop.
Right.
But it's really not about a hard limit. It's more about understanding how all the pieces fit together. You know, like your material properties and your design choices. How do they all kind of work together?
Okay. So the article starts off with that typical guideline, you know, 3 to 4 millimeters for most thermoplastics.
Yeah.
But it sounds like we're going way beyond just the basics here. Right?
Yeah.
What are some of the things that could just throw that rule out the window?
I mean, material selection is a big one.
Okay.
So let's take polyolefins.
Okay.
They're known for having low molecular weight and weak intermolecular forces. Basically, that means lower viscosity.
Okay.
They flow really well. They can fill up all the nooks and crannies of those intricate mold cavities. You can get away with thicker walls because they don't resist that injection process as much as some other materials.
So it's not just about the material being like butter, you know, which I've heard. It's about the underlying science of why some materials just cooperate more than others.
Exactly.
That's really helpful. But what about when you're stuck with a material that's a little more stubborn? What about the other end of the spectrum?
Well, engineering plastics are kind of notorious for that.
Okay.
They tend to have those more complex molecular structures, stronger bonds between the molecules. So that means higher viscosity. And trying to push them through a really thick section is kind of like trying to squeeze honey through a straw.
Oh, yeah.
It's going to be slow, and you might not fill the mold all the way.
Ah, okay. So that's where those thinner wall recommendations for engineering plastics come in.
Right.
It's not just an arbitrary rule. It's about avoiding defects.
Exactly. And we talked about how easily material flows, but how quickly it cools down once it's in the mold. That also plays a huge role.
So we're talking thermal properties. Now, does this mean I can't just crank up the temperature to get things flowing better?
Well, you could, but you gotta be careful, especially with materials that have high heat deflection temperatures. Some of those high strength engineering plastics.
Okay.
Thicker sections, they cool much slower. And that uneven cooling can lead to warping or internal stresses.
Yeah. So sometimes thinner walls are actually better for strength. Even if it seems counterintuitive.
It can be. Yeah. Especially if you're working with a material that's gonna warp. It's about finding that balance between the strength you need and what the injection molding process can actually handle.
This is making me rethink some of my designs already.
Yeah.
It's not just about how it looks anymore. It's about making sure it can actually be made. But before we get too deep into that, the article also mentions that part design itself can really affect wall thickness decisions.
Yeah.
What are some of the things I should watch out for there? What are the red flags?
Well, uniform wall thickness seems pretty straightforward.
Sure.
But when you're dealing with larger parts or more complex shapes, that uniformity can actually work against you.
Really?
Yeah. Think about it. If you're trying to fill a large area with a consistent thickness, you're increasing the resistance to flow. Like trying to inflate a giant balloon all at once. Gonna take a lot of pressure, and you might end up with some weak spots.
Okay. So how do you avoid that? You know that balloon popping scenario?
That's where ribs and gussets come in.
Okay.
They act as reinforcements, allowing you to have thicker sections in strategic areas. They also break up the flow path, so things cool more evenly.
So you're kind of tricking the material into flowing more easily.
Exactly.
By giving it these strategically placed, thicker bits.
Yeah. And it's not just about external features. Internal features like bosses or inserts, they can also create bottlenecks for that molten plastic.
Oh, yeah. I can see how those would mess with the flow.
Right.
Do you just have to make the walls super thin around those areas, then?
Thinning the walls near those features is definitely a common strategy.
Okay.
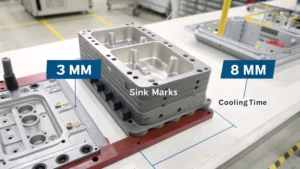
It lets the material flow around those obstacles, and it reduces the risk of voids or sink marks. But there are some other design tricks you can use too.
Oh, like what? This is getting interesting.
Yeah.
But before you spill all the secrets, let's take a quick pause here.
Okay.
We'll be right back to dive into those design tricks and figure out when it's actually okay to break those wall thickness rules.
Sounds good. One clever technique is using vent features.
Vents like little air holes in the mold?
Yeah.
Wouldn't that mess things up?
Not if they're designed right. They're usually tiny and placed where air would get trapped.
Okay.
They let the air escape as you're injecting the plast so you don't get voids and the material flows smoothly.
So it's like giving the air a way out so it doesn't get stuck and cause problems.
Exactly.
That's pretty smart. But speaking of breaking the rules, the article mentions that sometimes you can bend those wall thickness guidelines or even break them if you know what you're doing.
Right.
Is that really true?
Oh, absolutely. Remember those high strength plastics we talked about? Some of those materials, like Peek or pps, they're in a whole other category.
Okay.
They have crazy high heat deflection temperatures and can handle some serious conditions.
So they're like the superheroes of plastics.
Exactly. Their molecular structures are so tightly packed, giving them incredible strength and rigidity. And because of that, you can often get away with thicker walls than you could with other materials.
That's really interesting, but I'm guessing there are still some caveats. Right. You can't just go wild with the thickness.
Right. You still need to be mindful of the cooling process. Thicker sections take longer to cool. And if that temperature difference between the surface and the core of the part gets too big, you can still get warping or internal stresses.
It's a balancing act. Then, yeah, you want the strength. But you have to be extra careful about how it cools.
You got it.
So are there any other times when breaking the rules might be okay?
For sure, Sometimes it's the application itself that demands thicker walls.
Okay.
Think about something that has to withstand a lot of pressure from the outside, like a pike fitting or a pressure vessel. In those cases, thicker walls give you that extra strength to handle the load.
So it's not just about the material, it's about what the part has to do in the real world.
Exactly.
Makes sense. But even when you need thicker walls, I'm guessing there's still some tricks to minimize defects.
You're right. And that brings us to what the article calls the trifecta approach.
The trifecta? What's that?
It's recognizing that material selection, part design and processing conditions, they're all connected.
Okay.
You can't focus on one and ignore the others. It's like a three legged stool. Each leg has to be strong to support the whole thing.
So the trifecta approach, it's about looking at the whole picture. But in your Experience. Which of those three legs do designers struggle with the most?
You know, I'd say the processing leg often gets overlooked during the design phase.
Really?
Yeah. Designers might pick the perfect material, create a beautiful design.
Right.
But if the injection molding process isn't set up right, they can still end up with parts that don't work.
So it's not enough to just get the design right. You have to think about how it will be made.
Exactly. And processing is even more critical when it comes to thicker walls.
Okay.
One of the biggest challenges is making sure those thick sections fill completely.
Right.
If the injection pressure is too low, you can get short shots. That's where the material doesn't reach all the way into the mold.
So you gotta crank up the pressure.
Then you could. But there are trade offs. Higher pressure can put more stress on the mold, and it can cause flash. That's the extra material that squeezes out.
So you have to find the right balance.
Exactly. Enough pressure to fill the part, but not too much that you create other problems.
Like Goldilocks.
Right. And it's not just pressure. Cooling time is crucial too, especially for those thicker sections. Too quick, and you get warping. Too slow, and you're tying up the machine.
It's like walking a tightrope.
It is.
You want the part to be good, but you also want the process to run smoothly.
Yeah. That's where experience and really knowing the process comes in handy.
This whole trifecta approach has been a real eye opener.
Yeah.
I'm starting to realize there's a lot more to wall thickness than I thought.
It's definitely not just following a simple rule.
Right. It's about understanding how the materials, design, and processing all work together.
You got it.
But before we wrap up, does the article have any real world examples of these ideas in action?
It does. It mentions a case study about a company designing a part for a high performance drone.
A drone part. Okay, I'm listening.
So they needed something strong, lightweight, and with a complex geometry.
Yeah, that sounds tricky. So they needed something strong, lightweight with a complex geometry, you said?
Yeah. They first tried using a standard engineering plastic.
Okay.
With, like, a uniform wall thickness. Seemed like the obvious choice.
Right.
But they ran into problems right away.
Well, what happened?
The part was warping when it cooled.
Oh, no.
And they couldn't get the strength they needed without making it too heavy.
Ah. This is like trying to fit a square peg in a round hole.
Yeah. They had to go back to the drawing board. They ended up switching to a high strength, lightweight thermoplastic. Pps, it's called.
Okay.
It has a much higher heat deflection temperature, so they could use thicker walls where they needed them.
Okay. So they took care of the material part of the trifecta.
Right.
What about the design? Did they have to change that too?
They did. Yeah.
What do they do?
They redesigned the part.
Okay.
Added some ribs and gussets for reinforcement and to help with the cooling.
Okay.
They also used a technique called coreback molding.
Core back molding. I don't think I've heard of that one.
It basically creates hollow sections inside the part, so you reduce weight without losing strength.
So that's how they got the lightweight part.
Yeah. And it also cuts down on cooling times.
And warping.
And warping, Exactly.
So they picked the right material, redesigned the part, and then they tweaked the processing conditions too.
You got it.
Did it work?
It did, yeah. It's a great example of how understanding wall thickness can really help you come up with some innovative solutions.
Yeah. That case study really makes it all come together. It's not just theory. It's about solving real problems.
Absolutely. And I think the takeaway here is that maximum wall thickness isn't really about a fixed number. It's more like a design challenge.
A challenge you can overcome.
Right? Exactly. As long as you understand the trade offs and you consider all the factors. The materials, the design, and the processing.
The trifecta.
The trifecta, yeah. So next time you're working on an injection molding project, ask yourself what's possible if you push those limits a little bit. You know, think outside the box.
That's a great challenge, and it's really all about being creative and finding solutions.
Well said.
Well, this has been a fantastic deep dive. I feel like I've learned a ton about wall thickness.
I'm glad to hear it.
Thanks for joining us today.
My pleasure.
We'll catch you next time for another deep dive into the world of design and


