

I have experience dealing with the challenges of injection molding. Silver grain defects are often very frustrating. These defects can transform a well-designed product into something visually unpleasant. Let’s look at how to solve this problem together.
To prevent silver grain defects in injection molded products, manufacturers should focus on managing raw materials, controlling injection molding settings, ensuring proper mold design and maintenance, and optimizing the molding process. These steps can enhance product quality and reduce defects.
The first time I noticed silver streaks in my projects, it was a real shock. My priority was understanding how to stop these problems. So, I explored the details. I learned focusing on four main areas helps a lot. First, manage raw materials well. Second, control injection molding settings. Third, design and maintain molds carefully. Fourth, improve the injection molding process. Concentrating on these elements, I found ways to greatly reduce irritating defects. My product quality really improved.
Managing raw materials is crucial to prevent silver grain defects.True
Proper management of raw materials helps ensure consistent quality and minimizes defects in injection molded products, including silver grain issues.
Optimizing injection molding parameters has no effect on product quality.False
In fact, controlling injection molding parameters is essential for reducing defects and improving the overall quality of molded products.
- 1. What are the common causes of silver grain defects in injection molding?
- 2. How does raw material quality affect silver streak formation?
- 3. How do temperature and pressure prevent those pesky silver streaks?
- 4. How does mold design affect silver grain defects?
- 5. What advanced techniques can I use to optimize the injection molding process?
- 6. Conclusion
What are the common causes of silver grain defects in injection molding?
If you’ve ever dealt with silver grain defects in injection molding, you understand how annoying it is. I’ve experienced it too! Let’s explore what causes these problems and discover how to solve them together.
Silver grain defects in injection molding are commonly caused by poor raw material handling, incorrect machine settings, suboptimal mold design, and inefficient processes. Addressing these issues can significantly improve product quality.
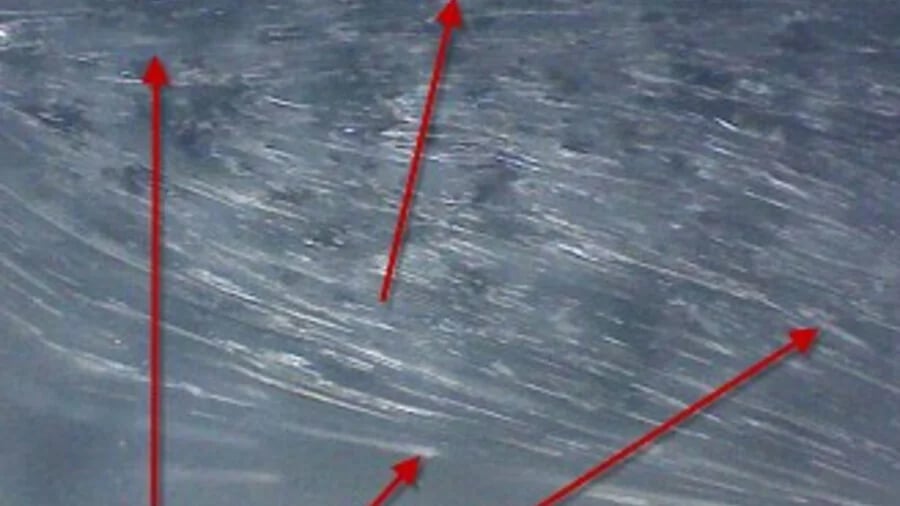
Understanding Silver Grain Defects
Silver grain defects are common issues in injection molding that can significantly impact the quality of plastic products. These defects, often manifested as streaks or discolorations on the surface, can arise from several factors throughout the manufacturing process. Understanding these causes is crucial for troubleshooting and prevention.
Raw Material Management
-
Drying Treatment
Proper drying of absorbent materials is critical.
For instance, polycarbonate (PC) requires drying at 110-120℃ for 4-6 hours to control moisture under 0.02%.
On the other hand, nylon (PA) needs 80-100℃ for 8-12 hours.
This step is vital to prevent moisture-related silver streaks. -
Raw Material Inspection
Inspecting raw materials for purity is essential.
Impurities like dust and oil can decompose during injection, generating gases that lead to defects.
Employing screening tools to eliminate foreign matter is recommended. -
Storage Conditions
Storing raw materials in a dry, ventilated area prevents moisture absorption.
Implementing moisture-proof measures and adhering to a first-in-first-out approach minimizes the risk of contamination due to prolonged storage.
| Raw Material | Drying Temperature | Drying Time | Moisture Content |
|---|---|---|---|
| Polycarbonate (PC) | 110-120℃ | 4-6 hours | <0.02% |
| Nylon (PA) | 80-100℃ | 8-12 hours | – |
Parameter Settings in Injection Molding Machines
-
Temperature Control
Setting the barrel temperature appropriately ensures even melting.
For example, ABS plastic should have:- Front section: 180-200℃
- Middle section: 200-220℃
- Rear section: 160-180℃
Avoiding excessive temperatures helps prevent decomposition and gas production.
-
Mold Temperature
Controlling mold temperatures enhances melt flow.
For polypropylene (PP), maintaining a mold temperature of 30-50℃ is advisable. -
Pressure and Speed Adjustments
Reducing injection pressure and speed, especially during initial cavity filling, minimizes silver streak risks.
Adjusting the speed from high to medium or low allows for smoother melt entry.
Mold Design and Maintenance
-
Venting Design
Effective venting grooves are necessary for gas discharge from the melt.
A depth of 0.02-0.04mm and width of 3-5mm for exhaust grooves is ideal. -
Maintenance of Venting Channels
Regularly cleaning vent channels prevents blockages that can lead to defects. -
Mold Cleaning and Repair
Cleaning molds after each production cycle helps eliminate residual materials that could cause issues.
Damaged areas on the mold should be repaired promptly to ensure smooth flow of the melt.
Process Optimization in Injection Molding
-
Preplasticization Treatment
Increasing preplasticization time and screw speed ensures thorough plasticization, reducing the likelihood of silver streaks. -
Multi-stage Injection Process
This technique allows different speeds and pressures at various stages, optimizing melt distribution and minimizing defects.
For example, lower speeds can be used in thin-walled parts, while higher speeds are suitable for thicker sections.
For further insights into reducing defects in injection molding, check out more about injection molding parameters1 or mold maintenance best practices2.
Improper drying can lead to silver grain defects in molding.True
Moisture in raw materials, if not properly dried, can cause silver streaks during injection molding.
Regular mold cleaning prevents silver grain defects.True
Cleaning molds after production eliminates residual materials that may cause surface defects like silver grains.
How does raw material quality affect silver streak formation?
Have you ever thought about how the quality of raw materials affects silver streaks in injection molding? This question puzzled me. Understanding these details changed everything in my work. Let’s explore this topic!
High-quality raw materials and optimal processing conditions, including proper drying and impurity control, are crucial in reducing silver streak formation, leading to higher-quality products during injection molding.

Understanding Raw Material Management
The quality of raw materials plays a pivotal role in the formation of silver streaks during the injection molding process. Effective raw material management is crucial for minimizing defects.
-
Drying Treatment: Properly drying highly absorbent materials, such as polycarbonate (PC) and nylon (PA), is essential.
- For PC, temperatures between 110-120℃ for 4-6 hours are ideal to achieve moisture levels below 0.02%.
- Conversely, PA should be dried at 80-100℃ for 8-12 hours.
This process helps prevent silver streaks that arise from water evaporation during molding.
-
Raw Material Inspection: Ensuring raw materials are free of impurities is vital.
- Employ screening tools to eliminate foreign matter.
Impurities can decompose and produce gases that lead to silver streaks during injection.
- Employ screening tools to eliminate foreign matter.
-
Storage Conditions: The environment where raw materials are stored must be dry and well-ventilated.
- Implement moisture-proof measures and follow a first-in-first-out principle to maintain material integrity over time.
This prevents degradation that can contribute to defects.
- Implement moisture-proof measures and follow a first-in-first-out principle to maintain material integrity over time.
Parameter Setting and Control of Injection Molding Machines
The configuration of injection molding parameters significantly impacts the occurrence of silver streaks.
- Temperature Control: Setting the right temperatures for the barrel and mold is essential for optimal melt flow.
| Material Type | Barrel Front | Barrel Middle | Barrel Rear |
|---|---|---|---|
| ABS | 180-200℃ | 200-220℃ | 160-180℃ |
A temperature that’s too high can lead to plastic decomposition and gas production, resulting in streaks.
- Injection Pressure and Speed: Reducing both the injection pressure and speed can help mitigate defects.
- For instance, switching from high to medium speeds during initial melt filling reduces the risk of air entrapment.
Mold Design and Maintenance Considerations
The design and upkeep of molds directly influence defect formation.
-
Venting Design: Proper venting channels ensure that gases can escape during the injection process.
- Typical venting grooves should have a depth of 0.02-0.04mm and a width of 3-5mm. This facilitates smooth gas discharge, preventing silver streaks.
-
Mold Maintenance: Regular cleaning and inspection of molds can prevent impurities from affecting the melt quality.
- Check the cooling channels for blockages that could cause overheating, leading to plastic decomposition.
Process Optimization Techniques
Optimizing the injection molding process can also reduce the likelihood of silver streaks.
-
Preplasticization Treatment: Increasing preplasticization time ensures thorough melting, which reduces the chance of incomplete plasticization contributing to defects.
- Adjust screw speed and back pressure as necessary to achieve optimal conditions.
-
Multi-stage Injection Processes: Using varied injection speeds and pressures across different stages can help control melt distribution in complex molds.
- This approach allows for tailored filling strategies that accommodate both thin and thick-walled sections, further minimizing streaks.
By understanding these aspects of raw material quality and their influence on silver streak formation, manufacturers can significantly improve product outcomes and maintain high standards in injection molding processes.
Proper drying prevents silver streaks in injection molding.True
Drying materials like polycarbonate and nylon reduces moisture, minimizing defects during the molding process.
Impurities in raw materials do not affect silver streaks.False
Impurities can decompose and produce gases, leading to silver streak formation during injection molding.
How do temperature and pressure prevent those pesky silver streaks?
Ever thought about what truly stops those bothersome silver streaks in injection molding? Temperature and pressure influence this greatly. This knowledge helps create a smoother production process. Let’s explore this topic together!
Optimal temperature and pressure in injection molding prevent silver streaks by ensuring even melting and reducing gas bubbles, which enhance product quality and decrease turbulence.

Understanding Temperature’s Role
Temperature plays a major part in injection molding. During my early days, I tried to get the perfect barrel temperature for acrylonitrile-butadiene-styrene (ABS) plastic. It felt like balancing on a tightrope!
Proper barrel temperature settings are essential to ensure even melting of plastics. For instance, ABS plastic should have the following temperature settings:
| Barrel Section | Temperature Range (°C) |
|---|---|
| Front Section | 180-200 |
| Middle Section | 200-220 |
| Rear Section | 160-180 |
I discovered that to prevent silver streaks, maintaining the correct barrel temperature is vital. This part always needs attention.
A temperature that’s too high results in material breakdown. Gas production also occurs, creating those annoying silver streaks. Controlling mold temperature helps the melt to flow smoothly. For polypropylene (PP), I realized that keeping the temperature between 30-50°C really helps.
Pressure’s Influence on Silver Streaks
Pressure also holds great importance. Adjusting both injection pressure and speed affects how the melt fills the cavity. In my early days, I rushed through the filling stage. Now, I proceed more deliberately.
- Initial Melt Filling: Lowering injection pressure and speed here reduces turbulence. This approach prevents air from entering the melt. It’s like pouring a drink carefully to avoid spills – slow is better!
For example, adjusting the injection speed from high to medium or low speeds can be advantageous. The appropriate settings may vary based on the product’s shape and material characteristics:
| Product Type | Recommended Injection Speed | Press Holding Pressure |
|---|---|---|
| Thin-walled Products | Low to Medium | As per wall thickness |
| Thick-walled Products | Medium to High | Adjusted accordingly |
Press holding pressure also needs monitoring. Too much pressure can trap gases and cause silver streaks. Watching these parameters is essential for success.
Optimizing Temperature and Pressure Settings
To eliminate silver streaks, fine-tuning temperature and pressure settings remains crucial. My focus areas include:
- Regularly checking and adjusting barrel and mold temperatures.
- Using tools like temperature sensors3 for precise readings during production.
- Employing a multi-stage injection process tailored to product design with lower speeds for thinner sections and higher speeds for thicker ones.
Mastering these aspects not only improves product quality but greatly reduces defects like silver streaks.
Additional Considerations
Managing raw materials is extremely important! Regular inspection of raw materials is equally important in this context. Before utilizing materials, ensuring that they are dry and free from impurities prevents issues during injection molding that could exacerbate the risk of silver streaks.
Just like having the right ingredients before cooking makes a difference.
Focusing carefully on both temperature and pressure settings, along with effective material management, reduces defects in injection molding. Believe me, your future self will thank you!
Higher temperatures can lead to silver streak formation in plastics.True
Exceeding recommended temperature levels during molding can decompose materials, producing gases that contribute to silver streaks.
Pressure adjustments are unnecessary for preventing silver streaks.False
Proper pressure settings during injection molding are crucial to minimize turbulence and gas entrapment, which cause silver streaks.
How does mold design affect silver grain defects?
Have you ever seen a molded item with ugly streaks that spoil how it looks? I have experienced that as well. Mold design really affects the success of injection molding. These streaks are called silver grain defects. Mold design helps to avoid them.
Effective mold design, encompassing venting systems, temperature control, and raw material management, minimizes silver grain defects in injection molding by optimizing production conditions.
Understanding Silver Grain Defects
Understanding silver grain defects matters greatly in injection molding. These defects appear as streaks or patterns that can hurt a product’s appearance. I recall seeing these flaws in a prototype, and it was upsetting to see my hard work affected by silver streaks. I discovered that mold design plays a big role in stopping these problems.
Importance of Venting in Mold Design
The venting system in mold design is very important. Gas must escape during injection; trapped air leads to unwanted silver streaks.
- Venting Groove Setup: Exhaust grooves must be placed strategically in the mold. This setup changes everything. I noticed that following recommended groove dimensions reduces trapped gases significantly, leading to fewer silver streaks appearing.
| Groove Depth | Groove Width |
|---|---|
| 0.02-0.04 mm | 3-5 mm |
- Routine Maintenance: Venting channels need regular care. Checking for blockages is vital because clogs increase defect rates. Including this in my maintenance checklist has helped, resulting in smoother operations. Learn more about mold maintenance4.
Parameter Settings for Optimal Mold Performance
The injection molding machine settings also influence defects significantly.
Temperature Control
Proper temperature settings are crucial for good plastic flow and minimizing silver streaks:
| Plastic Type | Barrel Front Temp (°C) | Barrel Middle Temp (°C) | Barrel Rear Temp (°C) | Mold Temp (°C) |
|---|---|---|---|---|
| Polypropylene (PP) | 180-200 | 200-220 | 160-180 | 30-50 |
Keeping the mold temperature around 30-50°C with polypropylene (PP) is vital as it improves melt fluidity; a few degrees can change everything! Explore temperature effects5.
Injection Speed and Pressure
Adjusting speed and pressure leads to better results. Lowering them at the start helps allow smoother melt entry into the mold cavity, reducing air entrapment and silver streaks.
Raw Material Factors
Raw material type and condition matter a lot:
- Material Drying: Fully drying absorbent plastics is essential to prevent silver streaks by reducing moisture evaporation during molding.
| Material Type | Drying Temperature (°C) | Drying Time (hrs) | Max Moisture Content (%) |
|---|---|---|---|
| Polycarbonate | 110-120 | 4-6 | 0.02 |
| Nylon | 80-100 | 8-12 | 0.02 |
Conclusion on Mold Design Influence
Mold design greatly impacts silver grain defects through good venting, precise settings, and careful material handling. These principles hold importance in my design process as they have improved product quality and cut down defects, making projects feel much more satisfying and successful.
Proper venting systems reduce silver grain defects in molding.True
Effective venting allows gases to escape during injection, minimizing air entrapment that causes silver streaks.
Higher mold temperatures always increase silver grain defects.False
While temperature control is crucial, excessively high mold temperatures can actually worsen defect occurrence, depending on the material used.
What advanced techniques can I use to optimize the injection molding process?
Come with me on a journey using advanced techniques that could really change the efficiency and quality of injection molding. We will discover how small adjustments probably create a very big difference!
Optimize injection molding by managing materials, precisely adjusting machine settings, designing thoughtful molds, and employing creative strategies for high-quality, defect-free results.

Raw Material Management
Properly managing raw materials really helps improve the injection molding process. Good management saves time and money. I recall a project with big delays because of poor material handling.
Drying Treatment
Drying is very important for absorbent plastics. For instance:
| Material | Drying Temperature (℃) | Drying Time (Hours) | Moisture Content (%) |
|---|---|---|---|
| Polycarbonate | 110-120 | 4-6 | < 0.02 |
This keeps moisture below 0.02%. Trust me, it makes a big difference. It stops those annoying silver streaks that can spoil a whole production run.
Raw Material Inspection
I always check raw materials for dust and oil before production. Once, skipping this step caused gas production during molding, leading to costly defects. Now, I use screens to remove foreign matter. It’s a small task but really worth it.
Storage Conditions
A dry and ventilated storage is very important. I use a first-in-first-out system at work to keep things neat and materials fresh. Dealing with degraded materials from long storage is the last thing I want.
Parameter Setting and Control of Injection Molding Machine
Setting correct parameters is key to making high-quality parts with few defects.
Temperature Control
- Barrel Temperature: Each plastic has unique settings. For example:
- ABS: Front at 180-200℃, Middle at 200-220℃, Rear at 160-180℃.
- Mold Temperature: Proper mold temperatures, like 30-50℃ for PP, improve melt flow and cut silver streaks.
Pressure and Speed Adjustment
Adjusting pressure and speed reduces many issues:
- Begin with lower speeds in the initial filling phase to avoid high-speed flow defects.
- Choose holding pressure based on wall thickness to prevent trapped gases.
Mold Design and Maintenance
Good mold design and regular care are vital to stop defects. I often say a well-kept mold is half the battle!
Venting Design
Venting grooves in molds are necessary for gas removal. From my experience, here are the specs:
- Depth: 0.02-0.04mm
- Width: 3-5mm
Adding exhaust holes keeps venting paths clear to prevent blockage.
Mold Cleaning and Regular Maintenance
Regular cleaning avoids leftover materials harming production quality. After each run, I use special mold cleaners and check that cooling channels are clear.
Injection Molding Process Optimization
Innovative strategies in the injection process can really improve the results. I often adapt these to meet project needs.
Preplasticization Treatment
More preplasticization time helps with better plasticization, reducing silver streaks from poor processing. I monitor plasticization states closely to optimize processes.
Multi-Stage Injection Process
A multi-stage approach allows specific speeds and pressures in different injection phases; using lower speeds in thin sections helps melt distribution and quality. This approach has greatly improved our final products.
For more on advanced injection molding techniques, look into advanced material management6, precise parameter control7, or mold maintenance practices8. Every step in improving processes not only enriches my work but brings joy in creating quality products people use daily!
Proper drying of nylon requires 8-12 hours at 80-100℃.True
Nylon needs specific drying times and temperatures to maintain low moisture content, crucial for preventing defects during injection molding.
Venting grooves in molds prevent gas blockage during injection.True
Incorporating venting grooves in mold design is essential for effective gas evacuation, minimizing defects like silver streaks in molded parts.
Conclusion
This article discusses methods to prevent silver grain defects in injection molding through raw material management, parameter control, mold design, and process optimization.
-
This link provides detailed strategies for managing raw materials effectively, crucial for preventing silver grain defects. ↩
-
Explore this link for insights on optimizing machine settings to reduce defects during injection molding processes. ↩
-
Learn how to optimize your injection molding process by understanding the effects of temperature and pressure on defects. ↩
-
Discover best practices in mold design to minimize silver grain defects and improve product quality through this informative resource. ↩
-
Learn about the relationship between mold parameters and silver grain defects to enhance your injection molding processes. ↩
-
This link provides in-depth insights into innovative material management strategies that are crucial for quality production. ↩
-
Learn about precise parameter control methods to enhance your injection molding processes effectively. ↩
-
Explore best practices for mold maintenance that can prevent defects and extend the life of your molds. ↩



