

Ever faced the frustration of a product getting stuck in the mold? You’re not alone.
Unsmooth demoulding in injection molding can stem from inadequate mold design, excessive injection pressure, or improper material selection. To tackle these challenges, optimizing mold design, adjusting injection parameters, and choosing the right materials are essential steps.
But don’t just stop here! There’s a wealth of insights to explore that can transform your production process. Let’s dig deeper into the nuances and strategies that can elevate your outcomes.
Excessive injection pressure leads to demoulding issues.True
High injection pressure increases holding force, complicating demoulding.
How Does Mold Design Impact Demoulding Efficiency?
Mold design intricacies can drastically influence the efficiency of demoulding, impacting product quality and production speed.
Mold design is crucial for demoulding efficiency. Key aspects include demoulding slope, surface roughness, and structural complexity. Optimizing these factors minimizes resistance during demoulding, ensuring smoother production processes.
The Importance of Demoulding Slope
The demoulding slope1 is a fundamental aspect that determines how easily a product can be removed from the mold. An insufficient slope can cause significant resistance, leading to unsmooth demoulding. Typically, a slope between 1° and 3° is recommended to facilitate smooth ejection.
Surface Roughness and Its Implications
High mold surface roughness increases friction between the product and the mold. This friction can hinder demoulding, causing the product to stick or deform. Polishing the mold can substantially reduce this friction, enhancing the efficiency of the demoulding process.
Complex Mold Structures
Molds with intricate designs such as deep cavities and undercuts pose a challenge in demoulding. These features can cause parts to become trapped or damaged during ejection. Utilizing mechanisms like sliders and inclined ejectors can help mitigate these issues by simplifying the removal process.
| Problem | Solution |
|---|---|
| Insufficient demoulding slope | Increase slope to 1° – 3° |
| High surface roughness | Polish mold to reduce roughness |
| Complex mold structures | Use sliders/inclined ejectors for easier demoulding |
Considering Material Factors
While focusing on mold design, it’s essential not to overlook material properties. Materials with high shrinkage or poor fluidity can exacerbate demoulding issues, making it vital to select appropriate materials that complement the mold design.
The role of mold design in demoulding efficiency cannot be understated. By optimizing key elements such as the demoulding slope, surface finish, and structural complexity, manufacturers can significantly enhance their production processes and product quality.
A demoulding slope of 2° is optimal for smooth ejection.True
A slope between 1° and 3° is recommended for effective demoulding.
High surface roughness enhances demoulding efficiency.False
High surface roughness increases friction, hindering demoulding.
What Role Does Injection Pressure Play in Demoulding Challenges?
Injection pressure is a critical factor in the injection molding process, directly influencing demoulding challenges.
Excessive injection pressure can lead to increased holding force, making demoulding difficult. By optimizing injection pressure and related parameters, manufacturers can alleviate these challenges, ensuring smoother demoulding and higher quality products.
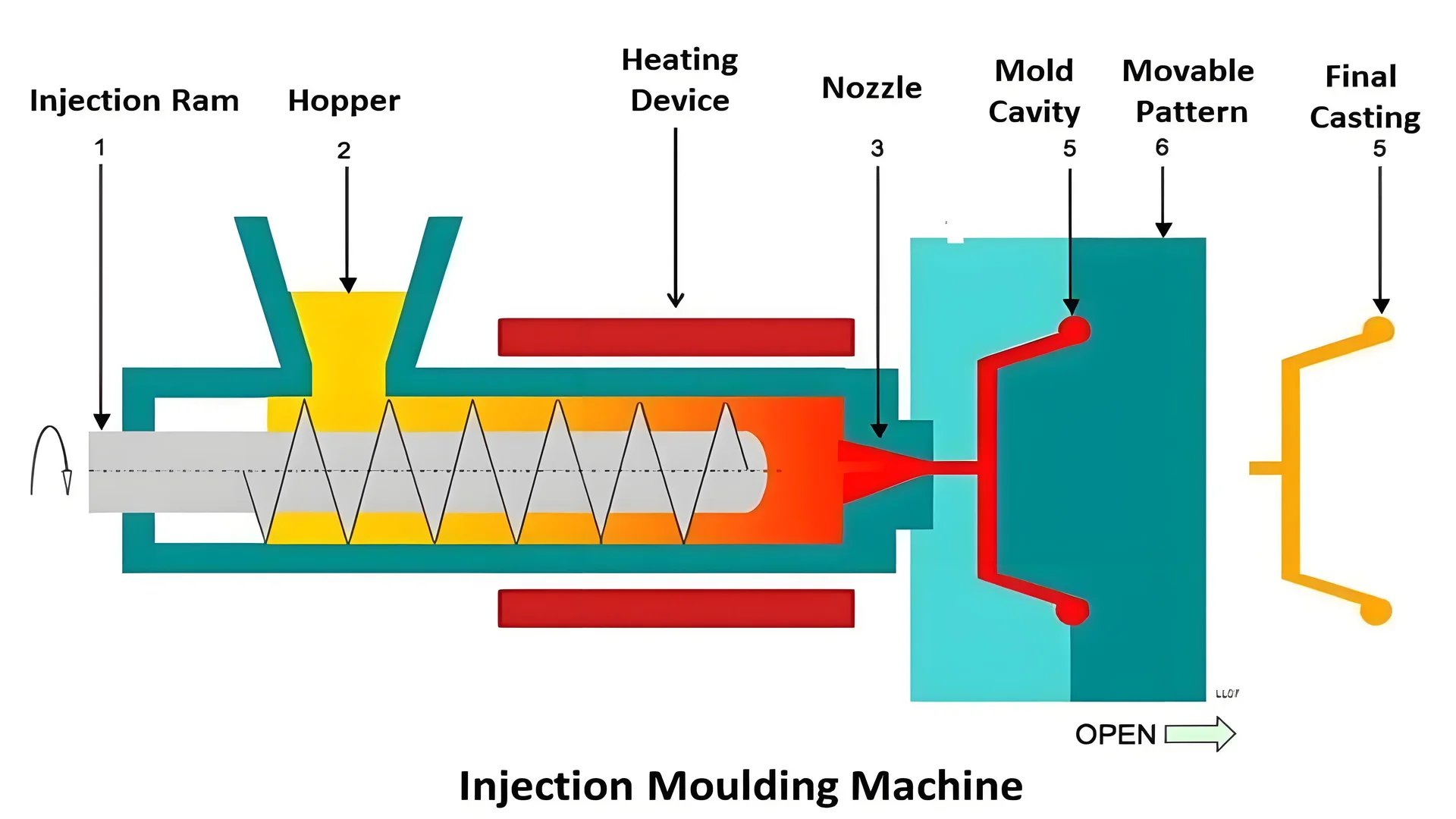
Understanding Injection Pressure
Injection pressure is the force used to inject molten plastic into a mold. It must be carefully controlled to ensure the material fills the mold completely and evenly. However, too much pressure can lead to complications, particularly during the demoulding stage.
How Excessive Injection Pressure Causes Problems
When the injection pressure is too high, it can exacerbate the following issues:
- Increased Holding Force: High pressure increases the force holding the product within the mold, leading to more friction and difficulty during demoulding.
- Potential for Part Damage: The additional stress on the mold and part can cause defects like warping or cracking.
Balancing Injection Pressure for Optimal Demoulding
To tackle these challenges, manufacturers should consider:
- Reducing Injection Pressure: Decreasing the pressure can lower the clamping force, making it easier to remove parts without damage.
- Adjusting Holding Time: By shortening the holding time, one can ensure that the cooling process is not prolonged unnecessarily, thus reducing shrinkage and easing demoulding.
Real-World Applications and Adjustments
A well-balanced injection pressure is vital for producing high-quality components. Manufacturers often perform process optimization2 by adjusting various parameters, including pressure, temperature, and cycle time, to fine-tune their operations.
Table: Effects of Injection Pressure Adjustments
| Adjustment Strategy | Impact on Demoulding |
|---|---|
| Reduce Injection Pressure | Decreases holding force; eases demoulding |
| Shorten Holding Time | Reduces cooling shrinkage; aids removal |
Incorporating a systematic approach to evaluate pressure parameters3 can help in maintaining a balance between efficient production and quality assurance. Implementing regular monitoring and control systems ensures that optimal settings are consistently used.
High injection pressure increases demoulding difficulty.True
Excessive pressure raises holding force, making demoulding harder.
Reducing injection pressure always damages parts.False
Lowering pressure can ease demoulding without damaging parts.
How Can Material Selection Affect Demoulding Success?
Choosing the right material is crucial for achieving successful demoulding in injection molding processes.
Material selection impacts demoulding success by influencing shrinkage rates and fluidity. Opting for materials with minimal shrinkage and good flow characteristics can prevent demoulding issues, ensuring a smoother production process.

Understanding Material Shrinkage
Material shrinkage is a vital factor affecting demoulding success. During cooling, plastics tend to contract, and excessive shrinkage can cause the molded part to cling to the mold, complicating the demoulding process. Choosing materials with lower shrinkage rates, such as specific grades of polypropylene or polycarbonate, can mitigate this issue.
Shrinkage rates can vary significantly among plastics. For instance, polypropylene4 generally has a shrinkage rate of about 1-2%, whereas nylon can shrink by up to 3-4%. Selecting materials with controlled shrinkage helps maintain dimensional stability and reduces residual stresses in the molded parts.
Enhancing Material Fluidity
Material fluidity determines how well the plastic flows within the mold. Poor fluidity can lead to uneven filling and defects, making demoulding challenging. Enhancing fluidity can be achieved by using materials that inherently possess better flow properties or by incorporating additives such as plasticizers.
For example, using ABS (Acrylonitrile Butadiene Styrene) known for its excellent flow characteristics can enhance demoulding outcomes. Additionally, additives5 like lubricants can be mixed to further improve flow, facilitating easier removal from the mold.
Balancing Performance and Demouldability
While selecting materials, it’s crucial to balance performance with demouldability. Some high-performance plastics may offer excellent strength but pose challenges during demoulding due to high shrinkage or poor flow characteristics. Engineers must weigh these factors against the desired properties of the final product.
Incorporating material testing during the design phase can provide valuable insights into potential demoulding challenges. This proactive approach allows for adjustments in material selection, ensuring that production remains smooth without compromising product quality.
By understanding these aspects of material selection, manufacturers can optimize their injection molding processes, enhancing both efficiency and output quality.
Polypropylene has a shrinkage rate of 1-2% in molding.True
Polypropylene typically shrinks by 1-2%, aiding in predictable demoulding.
Nylon's shrinkage rate is lower than polypropylene's in molding.False
Nylon shrinks by 3-4%, higher than polypropylene, affecting demoulding.
What Additional Techniques Can Improve Demoulding Outcomes?
Mastering demoulding techniques is essential for enhancing productivity in injection molding operations.
Additional techniques to improve demoulding outcomes include using release agents, ultrasonic vibrations, and surface treatments. Implementing these methods can reduce friction, enhance mold release, and prevent defects.
Use of Release Agents
Applying release agents is a common technique to facilitate demoulding by reducing friction between the product and the mold. These agents form a thin film that prevents adhesion, making it easier to eject the molded part without damage. However, excessive use may affect the product’s surface finish, so it should be carefully controlled.
Integration of Ultrasonic Vibrations
Ultrasonic vibrations can significantly enhance demoulding efficiency. By attaching ultrasonic transducers to the mold, high-frequency vibrations are induced, reducing the adhesion between the mold and the part. This method is especially beneficial for complex geometries and can reduce cycle time by easing the ejection process. For more insights, explore ultrasonic demoulding benefits6.
Surface Treatments of Molds
Surface treatments such as coating with hard chrome or nitride can reduce mold surface roughness, thereby decreasing friction during demoulding. These treatments not only improve the release properties but also increase mold durability and lifespan. A detailed examination of mold surface treatments7 can offer additional insights into selecting appropriate methods for your specific needs.
Optimization of Cooling Systems
Efficient cooling systems can lead to better demoulding outcomes by ensuring uniform cooling and minimizing residual stresses in the molded part. Uniform cooling helps maintain dimensional stability and reduces the chances of warping or sticking. Consider investigating advanced cooling technologies8 to understand how they can be integrated into existing systems.
Implementation of Automation Solutions
Automation in demoulding processes can streamline operations and improve consistency. Robotic systems equipped with sensors can precisely control ejection force and speed, minimizing defects associated with manual handling. Learn about automated demoulding solutions9 to see how they can revolutionize your production line.
Release agents prevent adhesion in demoulding.True
Release agents form a film that reduces friction, aiding demoulding.
Ultrasonic vibrations increase mold surface roughness.False
Ultrasonic vibrations reduce adhesion, not increase surface roughness.
Conclusion
By addressing mold design flaws and optimizing processes, you can effectively mitigate unsmooth demoulding issues. Let’s improve product quality and operational efficiency together!
-
Discover the ideal angles for efficient product ejection.: To ensure the optimal positioning of a bone, its zero draft angle should typically range between 0.25 and 1 – with an absolute minimum top size … ↩
-
Explore techniques to fine-tune injection molding for quality improvements.: Steps to INJECTION MOLDING Process Optimization · 1. Tool functionality examination · 2. Short shot testing · 3. Gate seal studies · 4. Sample parts evaluation/data … ↩
-
Learn methods for assessing and adjusting injection pressure effectively.: The injection pressure is typically measured in pounds per square inch (psi) or bars (1 bar = 14.5 psi). It is one of the most important factors … ↩
-
Learn about polypropylene’s shrinkage characteristics to improve demoulding efficiency.: Plastic Shrinkage rate is a volume contraction rate of polymers from the melt state and the cooled condition that will determine the molding parts dimension … ↩
-
Discover additives that enhance plastic flow for better mold release.: Carbon and glass are commonly used material additives that add structural integrity, toughness, and rigidity to a thermoplastic. They are … ↩
-
Learn how ultrasonic vibrations improve demoulding efficiency.: In a relatively short time cycle, ultrasonic molding can process a wide variety of polymeric materials without any noticeable thermal … ↩
-
Discover various surface treatments to enhance mold performance.: In this episode Gordon Styles discusses 4 Types of Surface Treatments for Plastic Injection … ↩
-
Explore innovative cooling systems to optimize your processes.: Discover the advantages of heat & cool technology for plastic injection molding. Enhance efficiency, reduce cycle times, and ensure superior quality with … ↩
-
Understand how automation enhances efficiency in demoulding.: Expertise in injection molding automation at all levels: From the injection molding machine to the robot and conveyor systems to peripheral equipment. ↩




