

Selecting the correct gate style in injection molding is similar to finding the ideal key that opens the door to perfect plastic items.
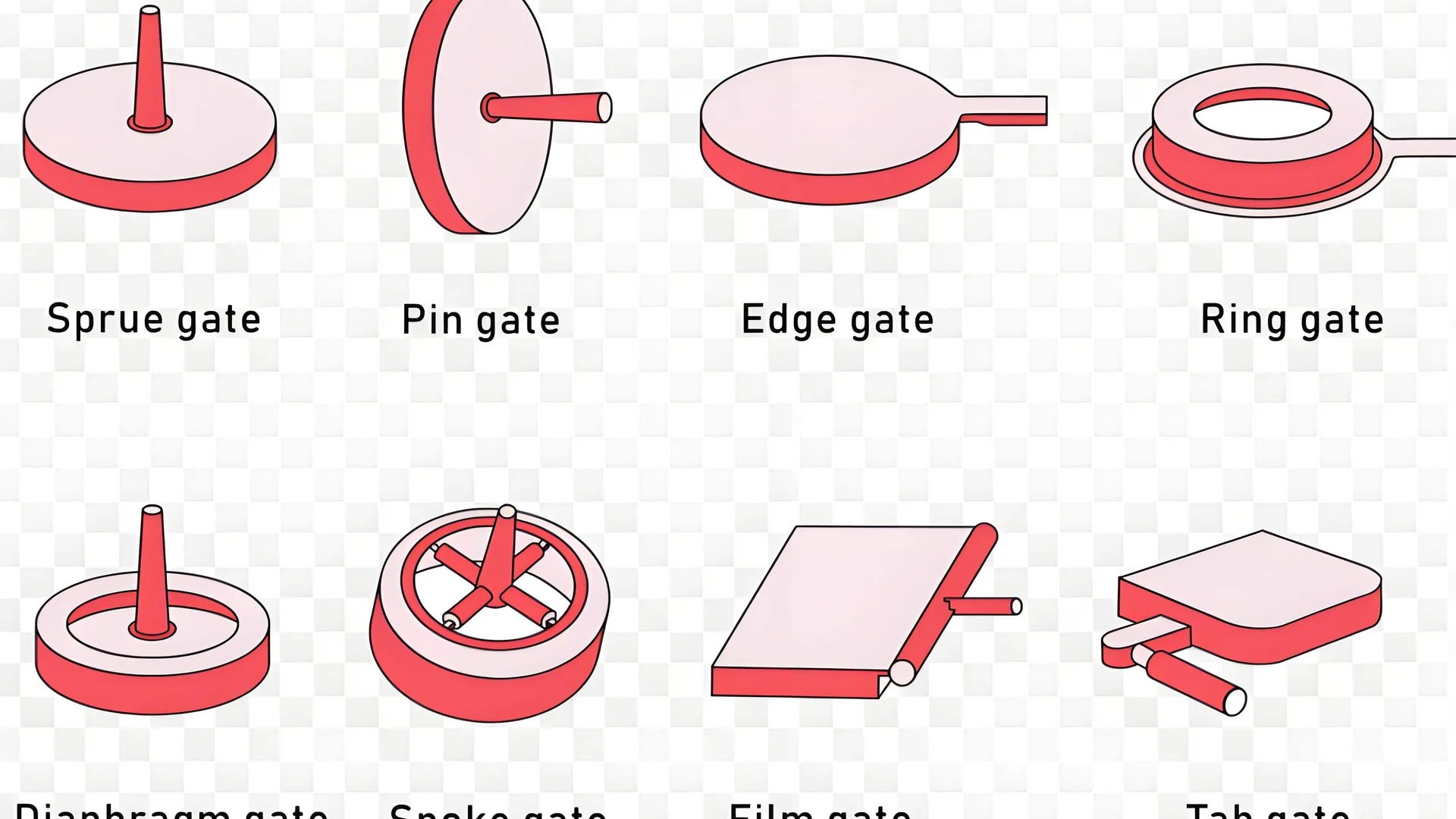
The best gate type affects how well plastic flows. High viscosity plastics work well with pin gates. Low viscosity materials fit side or fan gates. Product shape and size matter a lot. Quality demands also influence the decision. Flow dynamics change with gate type. Product integrity changes too.
As a mold designer, I often feel puzzled by the many gate types for injection molding. Each project seems to have its own special needs. Understanding how various gate types affect melt flow is important. This knowledge helps improve production efficiency. It also helps improve product quality. Let’s explore how these options fit different manufacturing needs.
Pin gates reduce viscosity in high-viscosity plastics.True
Pin gates increase shear heat, lowering melt viscosity for smooth flow.
Fan gates are unsuitable for large plastic containers.False
Fan gates distribute melt evenly, ideal for large containers like polypropylene.
How Does Plastic Viscosity Influence Gate Selection?
Selecting the proper gate in injection molding resembles a captivating challenge. Plastic viscosity plays a crucial role.
Plastic viscosity influences gate choice because it impacts how the melt moves and how fast it shears. High viscosity plastics, like polycarbonate, use pin gates. Pin gates provide more shear heat. Low viscosity plastics, like polyethylene, benefit from fan gates. Fan gates spread the plastic evenly.
Impact of High Viscosity Plastics
High viscosity plastics like polycarbonate1 and polyamide resist flow. Picture pushing honey through a tiny funnel. I once worked on designing a polycarbonate lens. It felt like a real discovery when pin gates were used. These gates provided just enough heat, improving fluidity. What seemed difficult became a success.
| Plastic Type | Recommended Gate |
|---|---|
| Polycarbonate (PC) | Pin Gate |
| Polyamide (PA) | Hot Runner Pin Gate |
Low Viscosity Plastics Considerations
Low viscosity plastics such as polyethylene (PE) and polypropylene (PP) flow easily. Designing large plastic containers was once my task. Using fan gates was key. Imagine guiding a smooth river into channels; every part of the container filled perfectly—no rush, just smooth movement.
Product Shape and Size Influence
Product shape and size are like tailoring a suit; everything must fit. For thin-walled products, fast filling is crucial to prevent cooling issues, thus submerged or pin-point gates help greatly here. I designed a thin phone case once, where these gates made filling easy and efficient—no problems, just smooth filling.
For larger products, many side gates work well to stop problems from long flow paths—think of frosting a large cake evenly so every part is covered.
Complex Shapes and Quality Standards
Complex shapes need precise gate choices; automotive parts are an example where hot runner pin-point gates are my favorite as they control melt flow direction well—imagine carefully painting a detailed sculpture.
For products where looks matter, like fancy cosmetic packs, gate choice is vital. Latent or hot runner pin-point gates work best as they leave tiny visible marks while maintaining high quality standards.
Understanding these details has shown me how to greatly improve manufacturing by aligning gate choice with material and product needs—it’s about finding the perfect match for each design challenge.
- More about hot runner systems2 can be useful for understanding their role in complex molds.
- Explore best practices for injection molding3 to further refine design processes.
High viscosity plastics benefit from pin gates.True
Pin gates increase shear heat, improving flow for high viscosity plastics.
Fan gates are unsuitable for large products.False
Fan gates help distribute melt evenly, ideal for large products.
What Are the Ideal Gate Types for Thin-Walled Products?
Picking the perfect gate type for thin-walled items seems like solving a complex puzzle. The right choice brings excellent injection molding outcomes. Time to explore the best picks that definitely provide efficiency and quality for thin-walled marvels.
Thin-walled products benefit much from submerged gates and pin-point gates. These gates work well to keep heat from escaping. They also let the melt flow very quickly. Fast flow means better filling. Few defects happen this way. Sleek and flawless finishes result.

Why Thin-Walled Products Need Special Consideration
I remember my first project with thin-walled products. It felt like trying to catch lightning. These products cool faster than imagined, necessitating swift and efficient filling. A gate must fill them swiftly and evenly to prevent issues like short shots or bending.
Submerged Gates: A Popular Choice
I use submerged gates often, especially for mobile phone cases. They cleverly cut off the gate solidification when opening the mold, allowing the melt to enter at an angle, reducing heat loss.
Advantages:
- Improves filling efficiency greatly.
- Hides the gate marks nicely.
- Keeps the melt flowing smoothly.
Submerged gates maintain the fine structure of thin-walled products. This is a feature I value when reaching for perfect results. Very important.
Pin-Point Gates: Increasing Shear Heat
Pin-point gates are very helpful for high-viscosity plastics like polycarbonate. Higher shear rates create heat, reducing viscosity and easing the melt flow.
Advantages:
- Maneuvers tricky shapes easily.
- Protects the quality of thin sections.
- Reduces annoying weld lines.
Pin-point gates work wonders on polycarbonate optical lenses4. Precision remains intact. Always.
Comparing Gate Types: A Quick Overview
| Gate Type | Ideal For | Key Benefits |
|---|---|---|
| Submerged Gate | Thin-walled, rapid cooling | Reduces heat loss, minimizes gate marks |
| Pin-Point Gate | High-viscosity materials | Increases shear heat, enhances flow efficiency |
Knowing each gate type’s unique benefits lets me choose the best one for the material and product needs. Each choice impacts production outcomes, providing both efficiency and quality in thin-walled projects. Explore more on injection molding techniques5 to refine your process further.
Pin gates are suitable for high viscosity plastics.True
Pin gates increase shear heat, reducing viscosity for smooth cavity filling.
Fan gates are ideal for thin-walled products.False
Submerged or pin-point gates are better for rapid filling of thin walls.
Why is gate type crucial for large product designs?
Ever thought about why the gate type in injection molding decides success or failure for your design?
Gate type matters a lot in big product designs. It affects how material moves. It influences cooling speed. Surface looks depend on it. The right gate type fills optimally. Defects go down. Product quality becomes really good.
Understanding Types of Gates and Their Impact
When starting to design big products, I quickly saw how the gate type in injection molding was more than a tiny detail – it changed everything. The gate influences how melted plastic enters the mold, which affects the product’s final quality. Choosing the correct gate is crucial.
Characteristics of Plastic Materials
Once, I worked with polycarbonate (PC). It’s a plastic with high viscosity. Pin gates were really important. They raised the shear rate, which increased the melt temperature and lowered viscosity. This mattered a lot when crafting intricate shapes like optical lenses. In another project, using polypropylene (PP) for big containers was different. It is a low viscosity plastic. Side or fan gates offered smoothly flowing plastic, filling evenly without defects.
| Plastic Type | Suggested Gate Type |
|---|---|
| High Viscosity | Pin Gate |
| Low Viscosity | Side/Fan Gate |
Shape and Size Considerations
Thin-walled Products: Thin-walled products need fast cooling and filling. I once designed mobile phone cases where submerged gates were ideal, as they halted solidification during mold opening.
Large Products: For bigger items such as pallets, it was important to spread the melt evenly, achieved by multiple side gates.
Complex Shapes: Complex shapes need extra care. Hot runner pin-point gates proved excellent in automotive parts with detailed designs. These gates controlled the flow with precision.
Appearance and Quality Standards
I’ve handled highly aesthetic products like luxury cosmetic packaging. Latent gates proved lifesaving by minimizing visible marks and improving visual appeal.
For components demanding high quality, consistent melt flow is key. Fan gates or hot runner pin-point gates helped lower internal stress and weld marks.
| Criteria | Recommended Gates |
|---|---|
| Appearance | Latent Gate |
| Quality Standards | Fan/Hot Runner Pin-Point Gate |
Design Implications and Strategies
Reflecting on past projects, I see the importance of understanding how different gate types impact both production efficiency and quality. Using hot runner systems6, for instance, improved productivity by reducing cycle times and waste.
Choices around gate types should align with the product’s design needs7, considering complexity and visual goals. Careful planning of gate design allowed me to avoid potential issues during mass production.
Pin gates increase melt temperature for high viscosity plastics.True
Pin gates generate shear heat, raising melt temperature to reduce viscosity.
Fan gates are unsuitable for thin-walled products.False
Fan gates can distribute melt evenly, but submerged or pin-point gates are better.
How Do Gate Types Affect Product Appearance and Quality Standards?
Have you ever thought about how picking the right gate in injection molding affects your product’s quality and look?
Different gate types, such as pin gates and fan gates, have an important job in molding. They direct how the material moves. This flow control impacts the surface and strength of the product. The correct gate choice spreads material evenly. This choice reduces visible marks. High-quality standards stay intact.
Understanding Different Gate Types
I have spent many hours in the workshop, observing how tiny adjustments in the injection molding process change the final product greatly. The type of gate chosen is very important. For thick plastics like polycarbonate (PC) and polyamide (PA), I prefer pin gates or hot runner pin gates. They cause a higher shear rate, allowing the plastic to move smoothly. It was like when I made polycarbonate lenses for luxury eyewear. Every lens was perfect.
For softer plastics like polyethylene (PE) and polypropylene (PP), side gates or fan gates are suitable. It’s similar to pouring syrup – if too quick, it spills. Fan gates help in managing flow, ensuring each large polypropylene container fills evenly without trouble.
Shape and Size Considerations
Designing thin-walled products requires speed. Imagine filling a thin mobile phone case with hot plastic; time is limited before cooling. Submerged gates or pin-point gates are reliable in ensuring quick and efficient filling.
For bigger items like large plastic pallets, fan gates or multiple side gates are effective. I faced a large project where every corner had to be perfect. These gates were a lifesaver, filling every part evenly.
Addressing Appearance and Quality Requirements
I never compromise on looks in my work. I found that for high-aesthetic needs, like fancy cosmetic bottles, latent gates or hot runner pin-point gates are best – they minimize visible gate marks.
Precision is very important, especially for electronic housings where tiny details matter. Fan gates or hot runner pin-point gates maintain consistent flow. This lowers internal stress and avoids flaws like weld marks, keeping products excellent.
Quick Reference Table: Gate Types
| Product Type | Recommended Gate |
|---|---|
| High Viscosity Plastics | Pin Gates |
| Low Viscosity Plastics | Side/Fan Gates |
| Thin-Walled Products | Submerged/Pin-Point Gates |
| Large Products | Fan/Multiple Side Gates |
| Complex Shape Products | Hot Runner Pin-Point/Ring |
| High Appearance Requirements | Latent/Hot Runner Pin-Point |
Picking the right gate isn’t just technical – it’s like art. It’s about balancing looks with function. Every choice I take shapes a product that meets high standards and looks appealing.
Pin gates reduce viscosity in high-viscosity plastics.True
Pin gates increase shear heat, reducing viscosity for smoother cavity entry.
Fan gates are ideal for thin-walled products.False
Submerged or pin-point gates are better for rapid filling of thin walls.
Conclusion
Choosing the right gate type in injection molding is crucial for optimizing plastic melt fluidity, affecting product quality and efficiency based on material viscosity and design requirements.
-
Learn how pin gates enhance fluidity in polycarbonate lens production. ↩
-
Discover how hot runner systems manage precise flow in complex molds. ↩
-
Explore comprehensive strategies to optimize injection molding processes. ↩
-
Discover detailed insights into using pin-point gates for molding optical lenses, enhancing your understanding of efficient gate selection. ↩
-
Gain a deeper understanding of various injection molding techniques that can optimize thin-walled product manufacturing. ↩
-
Exploring hot runner systems offers insights into improving production efficiency by reducing cycle time. ↩
-
Learning about design requirements helps in choosing suitable gate types for product complexity and aesthetics. ↩



